
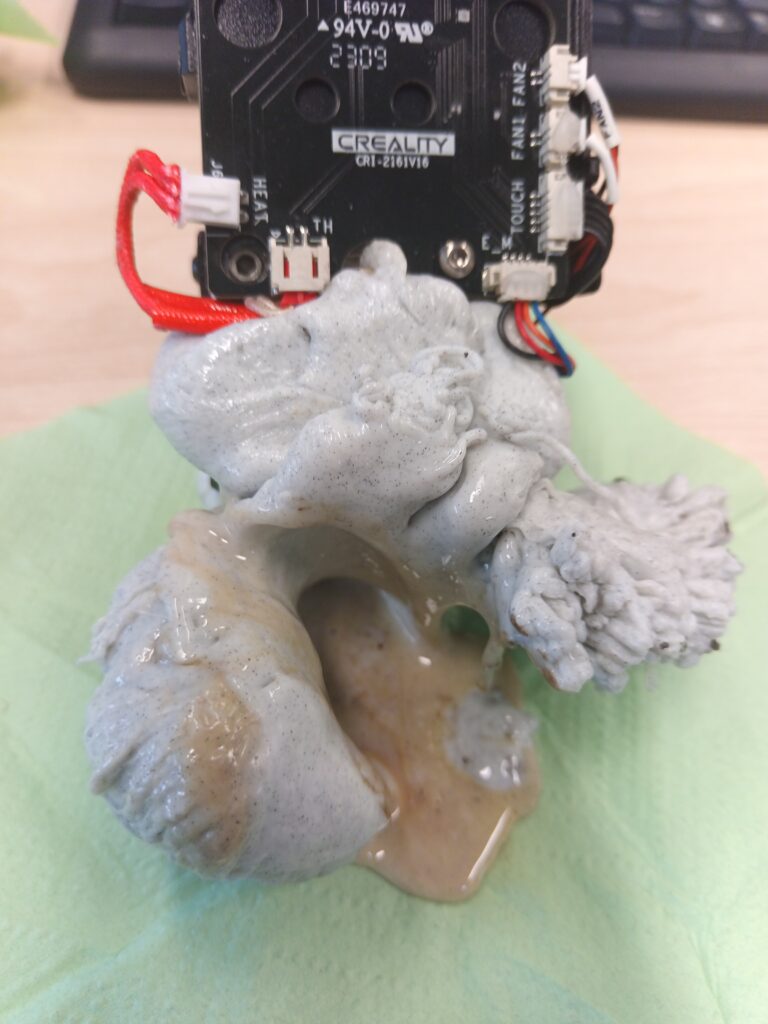
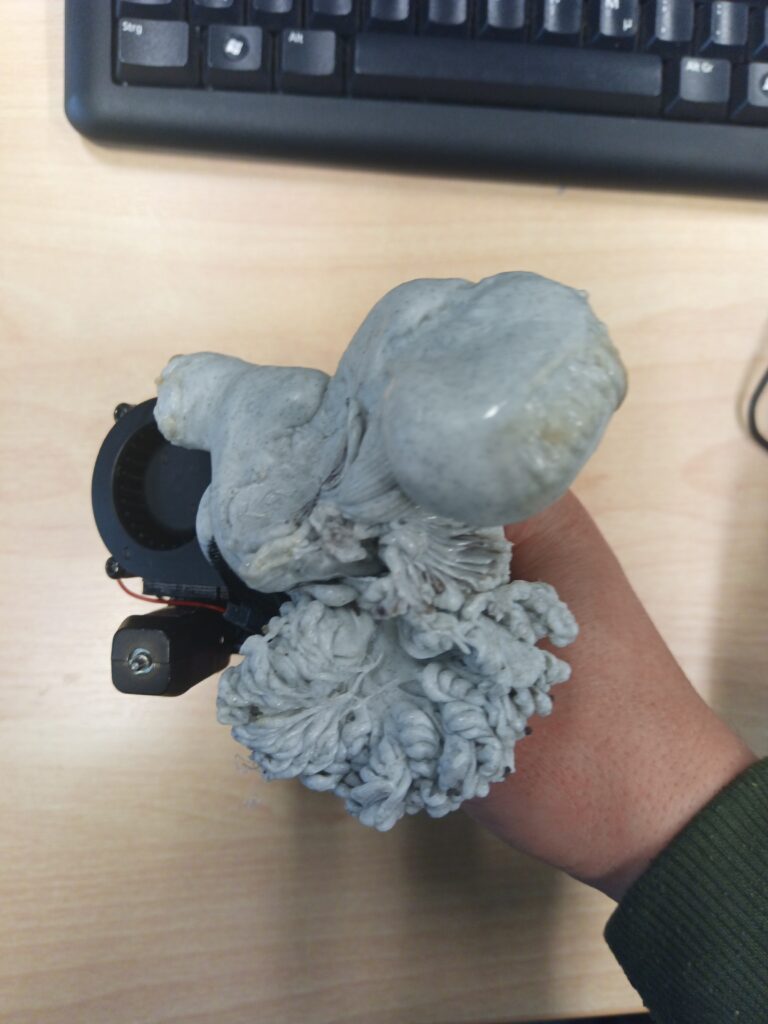
Anleitung HotEnd von 3D Drucker von verklebten Filament befreien
Wenn dein 3D-Drucker plötzlich nicht mehr ordentlich druckt oder das Filament gar nicht mehr aus der Düse kommt, ist oft das HotEnd verstopft oder verklebt. Diese Situation kennt jeder 3D-Druck-Enthusiast – und sie ist frustrierender als nötig. In dieser ausführlichen Anleitung zeige ich dir Schritt für Schritt, wie du dein HotEnd von verklebtem Filament befreist und wieder in einen einwandfreien Zustand versetzt. Mit den richtigen Techniken und etwas Geduld bekommst du jeden Drucker wieder flott.



Warum verstopft oder verklebt ein HotEnd überhaupt?
Bevor wir zur Lösung kommen, ist es wichtig zu verstehen, warum diese Probleme auftreten. Ein verstopftes HotEnd ist meist kein Zufall, sondern hat konkrete Ursachen, die sich vermeiden lassen.
Die häufigsten Ursachen für verklebtes Filament
In meiner langjährigen Erfahrung mit 3D-Druckern sind mir folgende Hauptursachen immer wieder begegnet:
- Falsche Drucktemperatur: Wenn die Temperatur zu niedrig ist, schmilzt das Filament nicht vollständig und bildet Ablagerungen. Bei zu hoher Temperatur kann das Material degradieren und verkoken.
- Materialwechsel ohne Reinigung: Beim Wechsel von einem hochtemperaturbeständigen Material (wie ABS bei 240-260°C) zu einem niedrigtemperaturfähigen (wie PLA bei 190-220°C) bleiben oft Reste zurück.
- Feuchtes Filament: Feuchtigkeit im Filament führt zu Dampfblasen, die das Material porös machen und Verstopfungen begünstigen.
- Minderwertige Filamentqualität: Billiges Filament enthält oft Verunreinigungen, die sich im HotEnd ablagern.
- Heatcreep: Wenn die Kühlung des Coldends nicht ausreicht, schmilzt Filament bereits vor der eigentlichen Schmelzzone und verklebt.
- Mechanische Probleme: Ein beschädigter oder abgenutzter PTFE-Schlauch kann Reibung verursachen und Materialablagerungen fördern.
Benötigte Werkzeuge und Materialien
Für eine erfolgreiche Reinigung deines HotEnds solltest du folgende Werkzeuge und Materialien bereithalten:
Grundausstattung
- Inbusschlüssel-Set: Meist 2mm, 2.5mm und 3mm für die Düse und Befestigungsschrauben
- Verstellbare Zange oder Schraubenschlüssel: Zum Festhalten des Heizblocks (meistens 16mm oder 17mm)
- Nadelset oder Akupunkturnadeln: 0.3mm bis 0.5mm zum manuellen Durchstechen der Düse
- Messingspiralbohrer: Alternative zur Nadel, schonender für die Düse
- Reinigungsfilament (Cold Pull Filament): Spezielles Nylon-Filament für die Cold-Pull-Methode
- Isopropanol (mindestens 90%): Zum Reinigen der Außenseiten
- Wärmeleitpaste: Für die Wiederinstallation des Thermistors
- Acetonfestes Tuch oder Papiertücher: Zum Abwischen
Optionale aber hilfreiche Ausrüstung
- Heißluftpistole: Für hartnäckige Verklebungen außen am Heizblock
- Ersatzdüsen: Als Backup, falls die Reinigung nicht erfolgreich ist
- PTFE-Schlauch: Zum Austausch bei Beschädigung
- Wärmebeständige Handschuhe: Für sicheres Arbeiten bei heißen Temperaturen
Vorbereitung: Sicherheit geht vor
Bevor du mit der eigentlichen Reinigung beginnst, triff folgende Vorsichtsmaßnahmen:
Methode 1: Cold Pull (Atomic Pull) – Die schonendste Variante
Die Cold-Pull-Methode ist meine bevorzugte erste Maßnahme bei Verstopfungen. Sie ist schonend für das HotEnd und löst etwa 60-70% aller Verstopfungen ohne Demontage.
Vorgehensweise beim Cold Pull
Temperaturempfehlungen für den Cold Pull
| Filamenttyp | Aufheiztemperatur | Pull-Temperatur | Besonderheiten |
|---|---|---|---|
| PLA | 200-210°C | 80-90°C | Einfachste Variante, funktioniert sehr gut |
| Nylon (Reinigungsfilament) | 240-250°C | 90-100°C | Beste Reinigungswirkung, empfohlen |
| ABS | 240-250°C | 100-120°C | Höherer Temperaturbereich nötig |
| PETG | 230-240°C | 85-95°C | Klebt stark, Nylon bevorzugen |
Methode 2: Nadel-Methode bei heißem HotEnd
Wenn der Cold Pull nicht zum Erfolg führt, ist die Nadel-Methode der nächste Schritt. Hierbei reinigst du die Düse mechanisch, während sie heiß ist.
Schritt-für-Schritt-Anleitung
Methode 3: Komplette HotEnd-Demontage und Reinigung
Bei hartnäckigen Verstopfungen oder wenn außen am Heizblock verklebtes Material sitzt, kommst du um eine vollständige Demontage nicht herum. Diese Methode ist zeitaufwendiger, aber die gründlichste.
Demontage des HotEnds
Gründliche Reinigung der Einzelteile
Düsenreinigung
Methode A – Kaltbad: Lege die Düse für 24 Stunden in Aceton (bei ABS/ASA) oder speziellen Düsenreiniger. Danach mit Druckluft durchblasen und mit einer Messingspirale nacharbeiten.
Methode B – Erhitzung: Halte die Düse mit einer Zange über eine Flamme (Feuerzeug oder Bunsenbrenner) für etwa 3-5 Minuten. Das verklebte Material verkohlt und lässt sich leichter entfernen. Anschließend in kaltes Wasser tauchen und mit Messingbürste reinigen.
Heizblock-Reinigung
Entferne verklebtes Material außen am Heizblock mit einer Heißluftpistole bei etwa 200°C. Das Material wird weich und lässt sich mit einem Holzstab oder Kunststoffschaber abziehen. Metallische Werkzeuge können die Oberfläche beschädigen.
Reinige die Gewindegänge vorsichtig mit einer kleinen Drahtbürste. Achte darauf, dass keine Metallspäne in die Bohrungen für Thermistor oder Heizpatrone gelangen.
Heatbreak und PTFE-Schlauch
Das Heatbreak lässt sich am besten mit der Cold-Pull-Methode reinigen, nachdem du es wieder eingebaut hast. Alternativ kannst du es in Aceton einlegen.
Den PTFE-Schlauch schneide ich immer 5-10mm ab, wenn ich das HotEnd zerlege. Ein frisches, glattes Ende verhindert zukünftige Verstopfungen. Bei starken Verfärbungen tausche den gesamten Schlauch aus.
Kühlkörper
Reinige die Kühlrippen mit Druckluft und einer weichen Bürste. Achte darauf, dass keine Filamentreste in den Gewindegängen sitzen. Diese können beim Zusammenbau zu Problemen führen.
Prüfe den Lüfter auf Funktionsfähigkeit und reinige auch dessen Flügel. Ein verschmutzter oder defekter Lüfter ist oft die Ursache für Heatcreep.
Korrekter Zusammenbau
Der Zusammenbau ist genauso wichtig wie die Reinigung selbst. Fehler hier führen zu neuen Problemen:
Vorbeugende Maßnahmen gegen zukünftige Verstopfungen
Die beste Reinigung ist die, die du nicht machen musst. Mit diesen vorbeugenden Maßnahmen reduzierst du Verstopfungen erheblich:
✓ Das solltest du tun
- Filament in luftdichten Boxen mit Silicagel lagern
- Regelmäßig Cold Pulls durchführen (alle 50-100 Druckstunden)
- Beim Materialwechsel Reinigungsfilament verwenden
- Drucktemperatur nach Herstellerangaben einhalten
- Hochwertige Filamente mit engen Toleranzen verwenden
- Retraction-Einstellungen optimieren (meist 0.5-1mm bei Direct Drive)
- Lüfter und Kühlkörper regelmäßig reinigen
✗ Das solltest du vermeiden
- Filament offen liegen lassen (zieht Feuchtigkeit)
- Zu niedrige Drucktemperaturen verwenden
- Billigfilament mit Verunreinigungen nutzen
- Materialwechsel ohne Zwischenreinigung
- Zu hohe Retraction-Werte (führt zu Heatcreep)
- Beschädigten PTFE-Schlauch weiter verwenden
- Düse bei Raumtemperatur festziehen
Wartungsplan für dein HotEnd
Basierend auf meiner Erfahrung empfehle ich folgenden Wartungsrhythmus:
- Alle 20-30 Druckstunden: Äußere Inspektion, Lüfter reinigen, Schrauben auf festen Sitz prüfen
- Alle 50-100 Druckstunden: Cold Pull durchführen, auch wenn keine Probleme auftreten
- Alle 200-300 Druckstunden: PTFE-Schlauch prüfen und ggf. Ende abschneiden
- Alle 500 Druckstunden oder bei Problemen: Vollständige Demontage und Reinigung
- Nach jedem Materialwechsel: Mindestens einen Cold Pull durchführen
Spezialfälle und Problemlösungen
All-Metal-HotEnd vs. PTFE-Lined HotEnd
Die Reinigungsstrategie unterscheidet sich je nach HotEnd-Typ:
All-Metal-HotEnd (z.B. E3D V6, Micro Swiss):
- Anfälliger für Heatcreep, da keine PTFE-Auskleidung die Reibung reduziert
- Kann höhere Temperaturen verkraften (bis 300°C+)
- Cold Pull funktioniert besonders gut
- Retraction sollte niedriger eingestellt sein (0.5-1.5mm)
- Lüfter muss optimal funktionieren
PTFE-Lined HotEnd (z.B. Standard Creality, Anet):
- Auf max. 240-250°C limitiert (PTFE degeneriert darüber)
- Weniger anfällig für Heatcreep
- PTFE-Schlauch muss perfekt am Düsenende anliegen
- Regelmäßiger Austausch des PTFE-Schlauchs nötig (alle 300-500h)
- Verstopfungen entstehen oft durch Spalt zwischen PTFE und Düse
Wenn nichts funktioniert: Troubleshooting
Falls du alle Methoden ausprobiert hast und das Problem weiterhin besteht, prüfe folgende Punkte:
Checklist für hartnäckige Fälle
- Thermistor korrekt? Messe die angezeigte Temperatur mit einem Infrarotthermometer nach. Falsche Temperaturwerte führen zu falschen Drucktemperaturen.
- Extruder-Probleme? Prüfe, ob der Extruder tatsächlich Material vorschiebt. Ein rutschender Extruder simuliert eine Verstopfung.
- Düse wirklich frei? Halte die gereinigte Düse gegen eine Lichtquelle. Du solltest durch die Öffnung sehen können.
- Heatbreak beschädigt? Ein beschädigtes oder verformtes Heatbreak verursacht permanente Verstopfungen.
- Kühlleistung ausreichend? Miss die Lüfterdrehzahl oder tausche testweise den Lüfter aus.
- Filament-Durchmesser? Miss mit einer Schieblehre an mehreren Stellen. Abweichungen über 0.05mm können problematisch sein.
Spezielle Materialien und ihre Eigenheiten
Flexibles Filament (TPU, TPE)
Flexible Filamente sind besonders anfällig für Verstopfungen, da sie sich im Extruder verklemmen können. Bei Verstopfungen:
- Langsam aufheizen und vorsichtig zurückziehen
- Niemals mit Kraft ziehen, das Material reißt leicht
- Kalt extrahieren ist meist besser als heiß
- Nach der Reinigung mit PLA oder PETG nachspülen
Composites (Holz, Metall, Carbon)
Composite-Filamente enthalten Füllstoffe, die sich leicht ablagern:
- Größere Düsen verwenden (mindestens 0.6mm, besser 0.8mm)
- Nach jedem Druck gründlich mit Reinigungsfilament spülen
- Cold Pull mit Nylon ist hier besonders effektiv
- Gehärtete Düsen (Stahl, Ruby) nutzen, da Abrieb sonst die Düse vergrößert
Hochtemperatur-Materialien (PC, Nylon, ASA)
Diese Materialien hinterlassen oft hartnäckige Rückstände:
- Reinigung bei maximaler Temperatur durchführen (260°C+)
- Reinigungsfilament auf gleiche Temperatur aufheizen
- Mehrere Cold Pull-Zyklen einplanen
- Bei hartnäckigen Fällen: Aceton-Bad über Nacht
Wann lohnt sich ein Düsentausch statt Reinigung?
Manchmal ist es wirtschaftlicher und zeitsparender, die Düse einfach zu ersetzen. Erwäge einen Tausch in folgenden Situationen:
- Düse ist mechanisch beschädigt: Kratzer oder Verformungen an der Öffnung beeinträchtigen die Druckqualität dauerhaft
- Mehrfache erfolglose Reinigung: Wenn 3-4 Reinigungsversuche gescheitert sind, ist die Zeit wertvoller als die Düse
- Abgenutzte Düse: Nach etwa 500-1000 Druckstunden bei Composites ist die Öffnung oft vergrößert
- Upgrade-Gelegenheit: Nutze die Gelegenheit für ein Upgrade auf gehärtete Stahl- oder Ruby-Düsen
Standard-Messing-Düsen kosten zwischen 1-5 Euro, gehärtete Düsen 10-30 Euro. Angesichts dieser Preise ist ein Tausch oft die praktischste Lösung.
Meine persönlichen Erfahrungen und Empfehlungen
Nach über 5 Jahren intensivem 3D-Druck und unzähligen HotEnd-Reinigungen habe ich folgende Lektionen gelernt:
Was bei mir am besten funktioniert
Bei Materialwechseln von ABS zu PLA oder umgekehrt nehme ich immer die maximale Temperatur vom ABS, um das Hotend von den Filamentresten des jeweils anderen Filaments zu reinigen
Ich habe in hochwertige Dry-Boxen investiert und lagere alle geöffneten Filamente dort. Besonders PETG und Nylon ziehen enorm viel Feuchtigkeit – feuchtes Filament war bei mir die Ursache für mindestens die Hälfte aller Verstopfungen und die gedruckten Oberflächen sehen auch besser aus. Bei PLA habe ich noch keine großen Veränderungen feststellen können, ob die Filament nun getrocknet waren, oder nicht.
Zusammenfassung: Deine Aktionsliste
Fassen wir die wichtigsten Punkte zusammen, damit du bei der nächsten Verstopfung effizient vorgehen kannst:
Schnelle Checkliste bei Verstopfung
- Diagnose: Ist es wirklich eine Verstopfung oder ein Extruder-Problem?
- Cold Pull versuchen: 3-5 Durchgänge mit Nylon-Reinigungsfilament
- Nadel-Methode: Bei heißem HotEnd vorsichtig mit Messingnadel durchstechen
- Demontage: Falls nichts hilft, vollständig zerlegen und reinigen
- Ursache beheben: Finde die Ursache (feuchtes Filament, falsche Temperatur, etc.)
- Korrekt zusammenbauen: Düse bei Betriebstemperatur festziehen!
- Testen: Testdruck durchführen und Qualität prüfen
Die Reinigung eines verstopften HotEnds mag zunächst einschüchternd wirken, aber mit der richtigen Methode und etwas Übung wird es zur Routine. Der Schlüssel liegt in der Prävention: Hochwertiges Filament, korrekte Lagerung, passende Temperaturen und regelmäßige Wartung verhindern die meisten Probleme von vornherein.
Vergiss nicht, dass jedes HotEnd-Design seine Eigenheiten hat. Die hier beschriebenen Methoden funktionieren universell, aber manchmal hilft auch ein Blick in die herstellerspezifische Dokumentation oder Community-Foren für dein spezielles Druckermodell.
Mit diesem Wissen bist du bestens gerüstet, um jede Verstopfung zu meistern und deinen 3D-Drucker schnell wieder einsatzbereit zu machen. Viel Erfolg bei deinen nächsten Druckprojekten!
Wie erkenne ich, ob mein HotEnd wirklich verstopft ist?
Eine Verstopfung erkennst du an mehreren Symptomen: Das Filament wird nicht oder nur stockend extrudiert, du hörst klickende Geräusche vom Extruder, die Druckqualität ist deutlich schlechter (Lücken in Schichten), oder es kommt gar kein Material mehr aus der Düse. Teste die Extrusion im Menü deines Druckers – wenn sich der Extruder dreht, aber kein Material kommt, ist das HotEnd vermutlich verstopft. Wichtig: Prüfe zuerst, ob der Extruder das Filament richtig greift, denn ein rutschender Extruder simuliert eine Verstopfung.
Kann ich eine verstopfte Düse auch ohne Demontage reinigen?
Ja, in vielen Fällen ist das möglich. Die Cold-Pull-Methode (Atomic Pull) funktioniert bei etwa 60-70% aller Verstopfungen ohne Demontage. Dabei ziehst du Reinigungsfilament bei einer bestimmten Temperatur schnell heraus, wodurch Ablagerungen entfernt werden. Auch die Nadel-Methode funktioniert ohne vollständige Zerlegung – du führst eine dünne Messingnadel von unten durch die heiße Düse. Nur bei sehr hartnäckigen Verstopfungen oder wenn außen am Heizblock Material klebt, ist eine Demontage notwendig.
Welche Temperatur sollte ich beim Cold Pull verwenden?
Das hängt vom verwendeten Filament ab. Für PLA heize auf 200-210°C auf und ziehe bei 80-90°C. Bei Nylon-Reinigungsfilament (empfohlen) heize auf 240-250°C und ziehe bei 90-100°C. Für ABS nutze 240-250°C zum Aufheizen und 100-120°C zum Ziehen. Die Zieltemperatur beim Ziehen ist kritisch – das Material muss noch etwas flexibel sein, aber nicht mehr flüssig. Wenn das Filament zu heiß ist, reißt es ab; ist es zu kalt, bekommst du es nicht heraus.
Wie oft sollte ich mein HotEnd präventiv reinigen?
Aus Erfahrung empfehle ich alle 50-100 Druckstunden einen präventiven Cold Pull, auch wenn keine Probleme auftreten. Bei Nutzung von Composite-Filamenten (Holz, Metall, Carbon) solltest du nach jedem Druck reinigen. Eine vollständige Demontage und Reinigung ist etwa alle 500 Druckstunden oder bei hartnäckigen Problemen sinnvoll. Nach jedem Materialwechsel, besonders von hochtemperaturfähigen zu niedrigtemperaturfähigen Materialien, solltest du mindestens einen Cold Pull durchführen. Diese Vorbeugung reduziert Verstopfungen erheblich.
Wann sollte ich die Düse ersetzen statt sie zu reinigen?
Ein Düsentausch ist sinnvoll, wenn die Düse mechanisch beschädigt ist (Kratzer an der Öffnung), mehrere Reinigungsversuche gescheitert sind, oder die Düse nach 500-1000 Druckstunden mit abrasiven Materialien verschlissen ist. Standard-Messing-Düsen kosten nur 1-5 Euro, sodass ein Tausch oft zeitsparender ist als stundenlange Reinigung. Nutze die Gelegenheit für ein Upgrade auf gehärtete Stahl- oder Ruby-Düsen, wenn du häufig Composite-Filamente druckst. Ein Set mit verschiedenen Düsengrößen als Reserve ist eine lohnende Investition.
