Formel zu Berechnung der neuen Schrittauflösung je Millimeter eines 3D-Druckers
| (hinterlegte Schritte pro mm * gefahrene Millimeter) / gemessene Millimeter = neue Schritte pro Umdrehung |
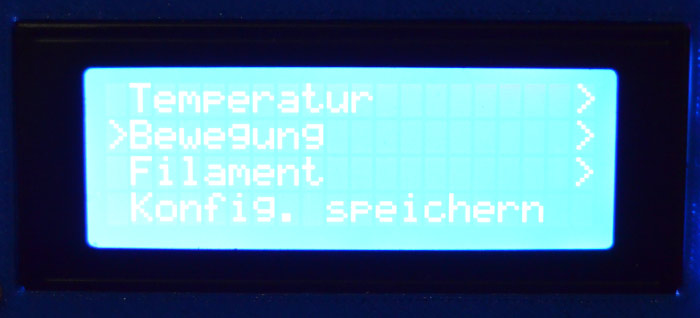
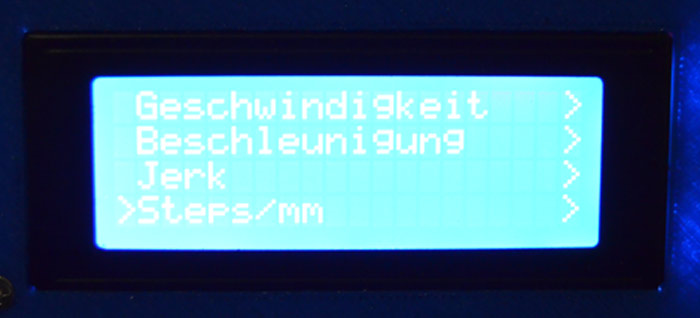
Die Schrittauflösung könnt ihr in Eurem Display bei Marlin unter
Einstellungen \ Bewegung \ Steps /mm ablesen und vor allem anpassen. Vor dem Ausschalten des Controllerboards nicht die Einstellungen speichern, ansonsten sind die Einstellungen verloren.
Bei GCode Eingabe:
[code]M92 Xxxx Yxxx Zxxx Exxx
M500[/code]
M500 ist der Befehl zum Abspeichern.
Inhaltsverzeichnis
Direkt zu den einzelnen Achsenkalibrierungen
- x-Achse am 3D-Drucker kalibrieren
- y-Achse am 3D-Drucker kalibrieren
- z-Achse am 3D-Drucker kalibrieren
- Wo kann man die Steps je mm auslesen und speichern?
- Extruder Steps kalibrieren
bestimmte 3D-Drucker Modelle kalibrieren
Einführende Worte zum Kalibrieren der Achsen eines 3D-Druckers
Warum nun die X Y und Z Achsen eines 3D-Druckers kalibrieren, einstellen und das alles über die Steps parametrieren?
Die Schritte pro Umdrehung (Steps) an den einzelnen Achsen sollten vor der Inbetriebnahmen zumindest überprüft werden. Es ist relativ unwahrscheinlich, hier große Wertänderungen an der Auflösung pro Umdrehung vornehmen zu müssen, wenn zuvor die korrekte Formel zur Berechnung angewandt worden ist. Dennoch gibt es Toleranzen in der Fertigung der Riemen und Pulleys / Zahnriemenscheiben. Hauptsächlich geht es hier darum, Fehlerquellen auszuschließen und nicht mit dem Flowbutton auch noch die Abmaße des X-, Y-, Z-Cubes korrigieren zu müssen. ;). Also einmal gut überprüft, ist schon halb gewonnen.
Zusatz: Auch mal längere oder kürzere Wege verfahren. Einen unterschiedlich gedehnten Riemen, oder eiernde Mitnehmer kann dieses Verfahren nicht kompensieren.
Achsen kalibrieren am Bsp. eines kartesischen 3D-Druckers mit Y als Druckbett und X und Z Achse zur Druckkopfführung.
x-Achse am 3D-Drucker kalibrieren
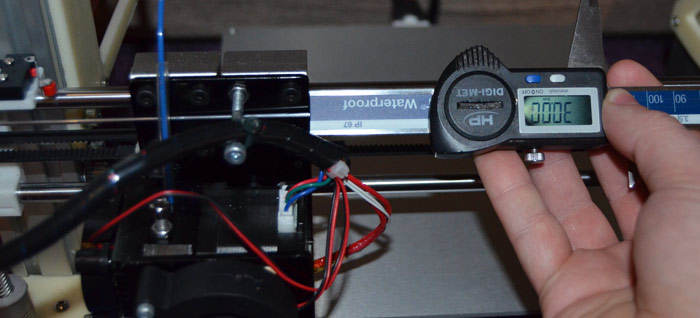
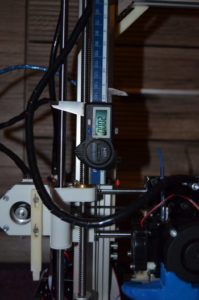
Zu Beginn werden alle Achsen gehomed, ebenso alle Motoren unter Strom gesetzt, damit sich diese nicht bei unserer Messung verstellen. Anschließend wird in der x-Achse zwischen Druckkopf und Z-Trägeranschlag die erste Messung vorgenommen und die Position des Messschiebers genullt.

Im Menü unter Bewegen \ x-Achse \ 10 mm je Klick verfahren wir die Achse nun 30 mm (kann auch mehr sein, je nachdem wie viel Platz sie mit ihrem Messschieber haben.) und gleichen den eingestellten Wert mit dem realen Wert ab.



Können sie den theoretischen Wert mit dem realen Wert exakt abgleichen, ist alles in Ordnung, selbst ein Unterschied von 0,05 mm ist kein Beinbruch und sie fahren mit der y- und z-Achse fort. Sollte sich ein Messunterschied von 0,1-0,3 mm eingeschlichen haben, messen sie erst einmal noch mal nach, außer sie sind sich sicher. Wenn der Messunterschied reproduzierbar ist, gehen sie wie folgt vor:
| (hinterlegte Schritte pro mm * gefahrene Millimeter) / gemessene Millimeter = neue Schritte pro Umdrehung |
| (100 * 30) / 30,1 = 99,67 |
Die 99,67 Schritte ersetzen die 100 Schritte unter:
Einstellungen \ Bewegung \ Steps /mm ablesen \ x-Achse
Dann sind sie nun mit der x-Achse fertig
y-Achse am 3D-Drucker kalibrieren
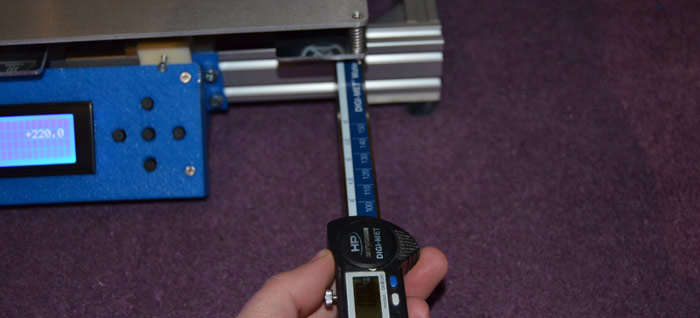
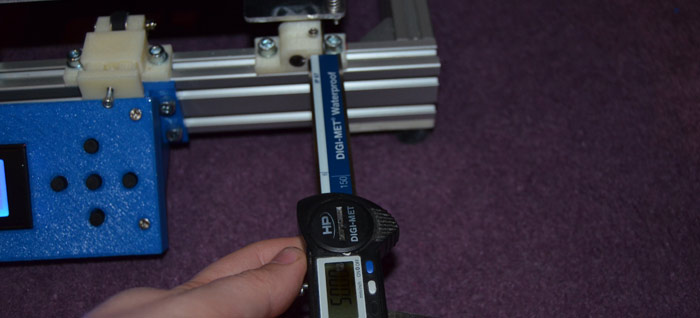
Zumeist ist bei diesem Druckertyp Y0 bei Ymax angelegt, deswegen verfahren wir die y-Achse um den maximalen Verfahrweg in Richtung +, in diesem Fall auf Y = 220 mm. Wir nehmen wieder an einem gut erreichbaren Punkt den Y0 Wert ab, hier zwischen Wellenhalter und Lagerbock und verfahren anschließend den Y-Schlitten um 50 mm.


Sieht wieder alles gut aus, sind wir auch damit durch. Wenn nicht, gleiches Spiel wie bei der x-Achse.
| (hinterlegte Schritte pro mm * gefahrene Millimeter) / gemessene Millimeter = neue Schritte pro Umdrehung |
| (100 * 50) / 50,2 = 99,60 |
Die 99,60 Schritte ersetzen die 100 Schritte unter:
Einstellungen \ Bewegung \ Steps /mm ablesen \ y-Achse
Und auch hier wären wir nun fertig mit der Kalibrierung der y-Achse des 3D-Druckers.
z-Achse am 3D-Drucker kalibrieren
Da Z zumeist mit Spindeln gehoben und abgesenkt wird, ändern sich die Werte hier zumeist deutlich, was der eigentlichen Logik aber nicht abträglich ist. Wir fahren wieder Z gegen 0, messen die bestehende Strecke mit dem Messschieber ab und nullen diesen dabei, anschließend wird die z-Achse um 20 mm verfahren.


Passen die Werte wieder, sind wir auch mit der z-Achse fertig. Passen sie nicht, wird wie folgend vorgegangen:
| (hinterlegte Schritte pro mm * gefahrene Millimeter) / gemessene Millimeter = neue Schritte pro Umdrehung |
| (400 * 20) / 20,2 = 396 |
Die 99,60 Schritte ersetzen die 100 Schritte unter:
Einstellungen \ Bewegung \ Steps /mm ablesen \ z-Achse
Wir sind fertig mit dem Einstellen der x-, y- und z-Achse.
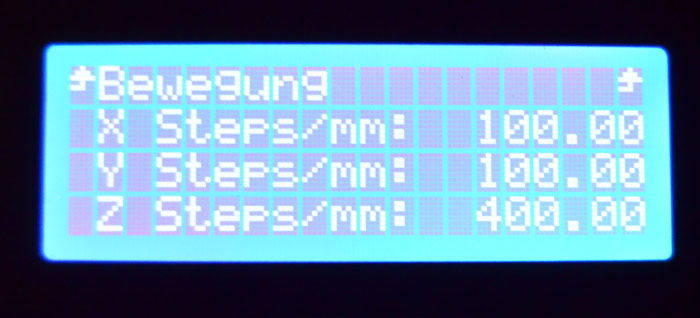
Hier findet man die Steps für die einzelnen Achsen
Hallo
Wie kann ich das Display vom Anet A8 auf Deutsch umstellen.
.Ich suche ein Handbuch für den Anet A8 um alles genau einzustellen .Da ich nicht mehr der Jüngste bin benötige ich eine schriftliche Anleitung .Kann mir da jemand helfen .
Danke
Wenn du die Anleitung in pdf Form hast. Könntest du die pdf in pdf24 unter Text Erkennung umwandeln. Dann alles übersetzen lassen von Google….
So mach ich das.
Moin,
sehr gute Anleitung.
Wo trägt man die Neuen Werte ein?
Am Display am Ender, oder im slicer(cura 4.0). Ich finde nur start und endcode .
Vg Rainer
Hallo,
vielen Dank für Ihren sehr hilfreichen Bericht. Auf Grund ihrer Expertise, würde ich Ihnen gerne eine Frage stellen, die mich sehr beschäftig. Ich habe heute den ganzen Tag versucht in Marlin in Zeile 738 meine AXIS_STEPS_PER_UNIT einzustellen. Leider wurden diese Einstellungen allerdings nie vom 3D Drucker übernommen. Somit hat die Software g auf dem 3D Drucker geladen (Überprüfung durch verschiedene Drucker Namen) aber die AXIS_STEPS_PER_UNIT wurden nicht übernommen. Die restliche Software funktioniert und andere Änderungen wurden übernommen. Ich habe Marlin 2.0.5.3 genutzt. Auch wenn ich Dank Ihres guten Artikels die AXIS_STEPS_PER_UNIT nun einstellen kann, würde mich trotzdem interessieren, wieso der andere Weg nicht funktionierte.
Über eine Antwort würde ich mich sehr freuen.
Mit freundlichen Grüßen,
Philip Loreck