
E-Steps vom Extruder richtig kalibrieren
Um genaue Ergebnisse und Verfälschungen durch sich aufbauenden Druck im Hot-End zu vermeiden ist es mMn ein guter Rat, bei dem Extrudieren der Filamentstrecke möglichst langsam den Motor verfahren zu lassen, oder z. b. die Nozzel komplett zu entfernen. Letzteres habe ich aber bisher auch noch nie gemacht.
Formel zur Berechnung der Extruderschrittauflösung je Millimeter eines 3D-Druckers
| (angeforderte Länge / tatsächlich extrudierte Länge) * hinterlegte Schritte = neue E-Steps |
Direkt zu
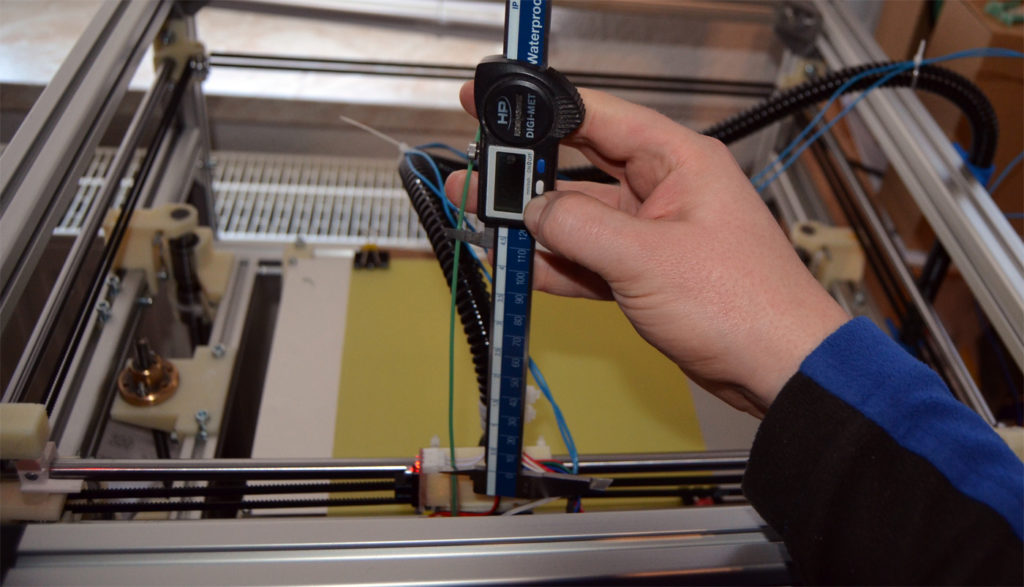
Vorbereitung Filamentstrecke
In der Vorbereitung zum Kalibrieren der Extruder Motor-Steps wird eine längere Strecke als die zu verfahrende Strecke des Filaments ausgemessen, um eine mögliche Fehldistanz besser ermitteln zu können.
In diesem Fall wird eine Länge von 120 mm gemessen und markiert. Ich zwacke diese gern leicht mit einer sehr spitzen Kneifzange an. Ein Filzstift oder eine Anreißnadel sollten genauso funktionieren.
Über ein beliebiges Tool kann nun der Extruder angewählt werden, zum Beispiel mit:
- Repetier-Host Beschreibung
- Octoprint Beschreibung
- PronterfaceUI
Je nach Filament wird nun der Hot-End vorgeheizt. Bei Marlin z.B. ist es überhaupt nicht möglich unter einer vordefinierten Temperatur zu extrudieren. Bei PLA sind 200-220 °C okay und bei ABS sollte schon mit 240 °C gearbeitet werden.
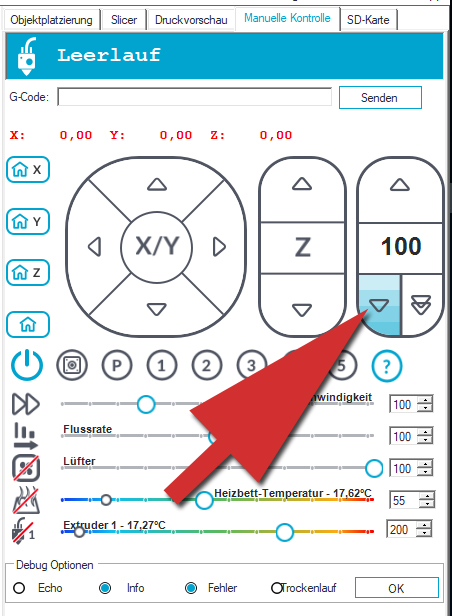
Ist vorgeheizt, wird über z.B. den Manuel-Reiter 100 mm möglichst langsam ausgegeben.
Nach der Ausgabe sollte im optimalen Fall 20 mm Restmaterial zur Markierung hin übrig sein. Nur ändert sich je nach Vorspannung oder/und Dichte des Materials der Umlaufdurchmesser des Mitnehmerrades – mal mehr und mal weniger und so ist es sinnvoll bei wechselnden Materialien und vor allem bei wechselnden Herstellern immer mal wieder die E-Steps für den Extruder zu überprüfen.
Steps am 3D-Drucker kalibrieren
Bei einer Abweichung zu den 20 mm wird wie folgt vorgegangen:
Es sind in unserem Fall 18 mm gemessen worden. So sind 102 mm gefördert worden, Ziel waren 100 mm.
Wir berechnen die neuen E-Steps für den Extruder wie folgt:
| (angeforderte Länge / tatsächlich extrudierte Länge) * hinterlegte Schritte = neue E-Steps |
Die aktuellen gefahrenen E-Steps könnt ihr über die Konsole mit dem G-Code Befehl „M503“ ausgeben lassen. Es wird etwas wie:
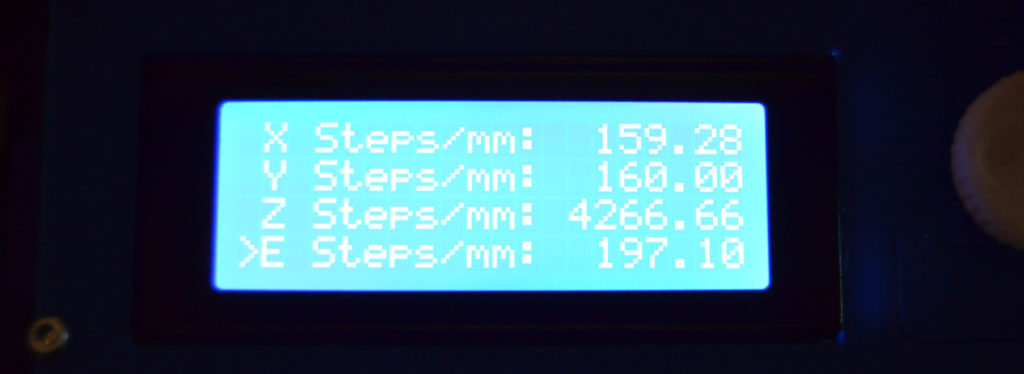
[code]echo: M92 X159.28 Y160.00 Z4266.66 E201.10[/code]
ausgegeben. X, Y, Z zeigen euch die Schritte der Achsen an, E die des Extruders. Diesen Wert setzen wir nun in die oben genannte Formel ein.
[code]( 100 / 102 ) * 201.10 = 197.16[/code]
Mit dem GCode Befehl:
[code]M92 E197.16
M500[/code]
M92 E197.16 wird der neue Wert hinterlegt und mit
M500 abgespeichert. Anschließend noch mal die gleiche Länge ausgeben und nachprüfen, ob alles funktioniert hat.
Alternativ ist z.B. bei Marlin möglich über das Display unter Einstellung\Bewegung\Steps/mm\ E Steps/mm auszulesen und einzugeben.
Wie geht ihr vor? Gibt es eine schnellere Vorgehensweise?

ein guter Rat … usw.
Letzteres habe ich aber bisher auch noch nie gemacht.
Klingt irgendwie schlecht.
die () Klammern in der Formel sind überflüssig, sieht blöd aus.
Warum 120mm abmessen wenn die Formel dies nicht benötigt,
bzw. ein unnötiger Schritt etwas von 120 abzuziehen, mit den 102 direkt rechnen.
Ich schneide am Extruder bzw. da wo das Filement rauskommt, glatt ab.
Heize das Hotend auf und lasse dann 100mm ausdrücken.
Per Stahllineal abmessen und rechnen soll / ist * alter wert = neuer wert.
Bei mir war 100 / 110.5 * 105 = 95.02
Anmalen oder eingekerben ist ungenau und unnötig.
Was passiert wenn er mehr als 100mm zieht??
Restfilament drauf schätzen???
Es soll zwar keine dummen Fragen geben, aber manchmal gibts doch ab und zu eine.
trotzdem liebe Grüsse, und gut Druck
Bei deiner Variante muss man den Schlauch abziehen. Möchte man dies vermeiden, ist das obige Verfahren der passende Weg.