zusätzliche Lüfter von 3D Drucker im Prusa und Orca Slicer deaktivieren
Moderne 3D-Drucker verfügen über mehrere Lüfter, die verschiedene Aufgaben erfüllen. Doch nicht immer ist jeder Lüfter für jeden Druckauftrag sinnvoll. In diesem Artikel zeige ich dir, wie du zusätzliche Lüfter im PrusaSlicer und Orcaslicer gezielt deaktivierst – am praktischen Beispiel des Creality K1 Max. Diese Anpassung kann die Druckqualität bei bestimmten Materialien deutlich verbessern und unerwünschte Effekte vermeiden.
Warum zusätzliche Lüfter deaktivieren?
Der Creality K1 Max ist mit mehreren Lüftersystemen ausgestattet, die verschiedene Funktionen erfüllen. Während der Hauptlüfter für die Teilekühlung essenziell ist, gibt es zusätzliche Lüfter für die Kammer- oder Boardkühlung. Bei bestimmten Materialien wie ABS, ASA oder Nylon kann eine zu starke Kühlung während des Drucks zu folgenden Problemen führen:
- Warping und Schichthaftung: Zu schnelles Abkühlen führt zu Spannungen im Material
- Delaminierung: Die Schichten verbinden sich nicht optimal miteinander
- Oberflächenfehler: Ungleichmäßige Kühlung erzeugt sichtbare Defekte
- Dimensionsprobleme: Verzug durch thermische Kontraktion
Wichtiger Hinweis für deine Praxis
Die Deaktivierung zusätzlicher Lüfter ist besonders bei hochtemperaturbeständigen Materialien sinnvoll. Für PLA oder PETG sollten die Lüfter aktiv bleiben, da diese Materialien von guter Kühlung profitieren.
Welche Lüfter hat der Creality K1 Max?
Um gezielt Lüfter zu deaktivieren, musst du zunächst verstehen, welche Lüfter in deinem Drucker verbaut sind und welche Funktion sie erfüllen:
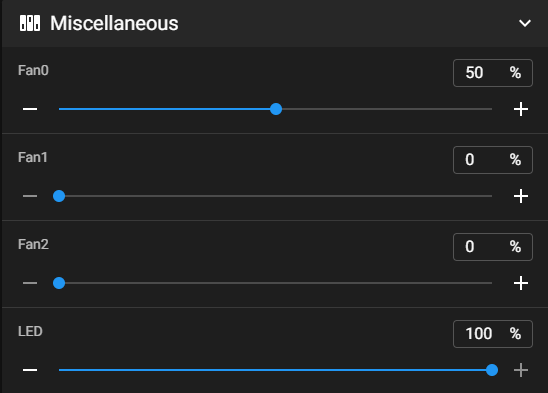
Lüfter P0 – Teilekühlung
Der primäre Lüfter für die Kühlung des gedruckten Objekts. Wird vom Slicer automatisch gesteuert und sollte nicht manuell deaktiviert werden.
Lüfter P1 – Auxiliary Fan
Zusätzlicher Kühllüfter oder Kammerlüfter. Kann bei bestimmten Materialien die Druckqualität beeinträchtigen und sollte dann deaktiviert werden.
Lüfter P2 – Kammer-/Board-Lüfter
Kühlt die Druckkammer oder das Mainboard. Bei geschlossenen Druckern mit ABS/ASA-Materialien oft hinderlich für die Temperaturstabilität.
G-Code Befehle für die Lüftersteuerung verstehen
Bevor wir zur praktischen Anwendung kommen, ist es wichtig, die verwendeten G-Code-Befehle zu verstehen. Der PrusaSlicer erlaubt es, benutzerdefinierte G-Code-Sequenzen in verschiedenen Phasen des Drucks einzufügen.
M106 – Lüfter auf bestimmte Drehzahl setzen
Der Befehl M106 steuert die Lüfterdrehzahl mit folgender Syntax:
M106 P[Lüfternummer] S[Geschwindigkeit]Parameter-Erklärung:
- P: Gibt die Lüfternummer an (P0, P1, P2, etc.)
- S: Geschwindigkeit von 0 (aus) bis 255 (100% Leistung)
M107 – Lüfter komplett ausschalten
Der Befehl M107 schaltet einen Lüfter vollständig ab:
M107 P[Lüfternummer]Bedingte Ausführung mit {if layer_num}
Die geschweifte Klammer-Syntax ermöglicht bedingte Befehle basierend auf der aktuellen Layer-Nummer. Das ist wichtig, weil die ersten Schichten oft von der Standardkühlung profitieren.
{if layer_num >= 3}M106 P2 S0{endif}Dieser Befehl bedeutet: „Wenn die Layer-Nummer 3 oder höher ist, setze Lüfter P2 auf Geschwindigkeit 0“.
Schritt-für-Schritt-Anleitung: Lüfter im PrusaSlicer deaktivieren
Jetzt kommen wir zur praktischen Umsetzung. Folge diesen Schritten, um zusätzliche Lüfter für dein Filament-Profil zu deaktivieren:
PrusaSlicer öffnen
Starte den PrusaSlicer und lade dein aktuelles Projekt oder erstelle ein neues.
Filament-Einstellungen öffnen
Klicke auf den Reiter „Filament Settings“ oder wähle das Zahnrad-Symbol neben deinem Filament-Profil.
Benutzerdefinierter G-Code
Navigiere zum Tab „Custom G-Code“ im Filament-Einstellungsmenü.
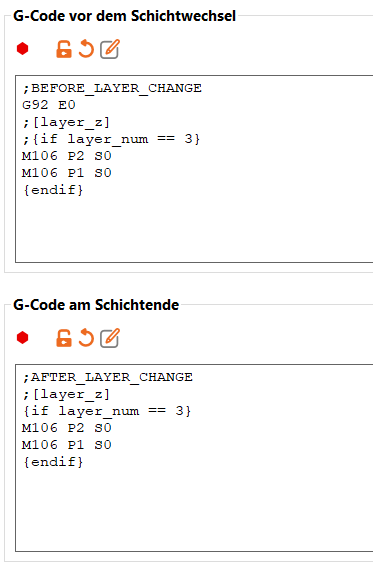
G-Code vor dem Schichtwechsel lokalisieren
Suche das Textfeld „G-Code vor dem Schichtwechsel“. Hier fügst du den Code für die Lüfterdeaktivierung ein.
Code einfügen
Füge eine der beiden Code-Varianten am Ende des bestehenden G-Codes des Feldes: G-Code vor dem Schichtwechsel ein.
Speichern und testen
Speichere das Filament-Profil und erstelle einen Test-Slice, um die G-Code-Ausgabe zu prüfen.
Die zwei Code-Varianten im Detail
Es gibt zwei Möglichkeiten, die Lüfter zu deaktivieren. Beide haben denselben Effekt, nutzen aber unterschiedliche G-Code-Befehle:
Variante 1: Deaktivierung über Drehzahl (M106)
{if layer_num >= 3}M106 P2 S0{endif}
{if layer_num >= 3}M106 P1 S0{endif}Funktionsweise: Diese Variante setzt die Lüfterdrehzahl explizit auf 0 (S0). Der Lüfter wird dadurch gestoppt, aber das System behält die Information, dass der Lüfter auf Geschwindigkeit 0 gesetzt wurde.
Vorteile:
- Präzise Kontrolle über die Geschwindigkeit
- Ermöglicht später im G-Code eine partielle Reaktivierung mit anderer Geschwindigkeit
- Kompatibel mit fast allen Firmware-Versionen
Variante 2: Deaktivierung über AN/AUS (M107)
{if layer_num >= 3}M107 P2{endif}
{if layer_num >= 3}M107 P1{endif}Funktionsweise: M107 ist ein dedizierter „Lüfter AUS“-Befehl. Er schaltet den Lüfter komplett ab, ohne eine Geschwindigkeit anzugeben.
Vorteile:
- Kürzerer, übersichtlicherer Code
- Klare Intention (AUS statt Geschwindigkeit 0)
- Semantisch korrekter für vollständige Deaktivierung
Meine Empfehlung aus der Praxis
Ich verwende persönlich die M107-Variante, da sie kürzer und semantisch klarer ist. Beide Varianten funktionieren identisch auf dem Creality K1 Max. Wähle die Variante, die für dich logischer erscheint.
Code richtig einfügen und positionieren
Die korrekte Platzierung des Codes ist entscheidend für die Funktion. Hier erfährst du, wie du den Code optimal in deinen Start G-Code integrierst:
Wo genau einfügen?
Der Code sollte am Ende deines bestehenden Start G-Codes eingefügt werden, aber vor dem eigentlichen Druckbeginn. Ein typischer Start G-Code des K1 Max sieht so aus:
; Start G-Code für Creality K1 Max
G28 ; Home all axes
G1 Z15.0 F6000 ; Move the platform down 15mm
M140 S[first_layer_bed_temperature] ; Set bed temp
M190 S[first_layer_bed_temperature] ; Wait for bed temp
M104 S[first_layer_temperature] ; Set hotend temp
M109 S[first_layer_temperature] ; Wait for hotend temp
G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up ; HIER DEN LÜFTER-CODE EINFÜGEN
{if layer_num >= 3}M107 P2{endif}
{if layer_num >= 3}M107 P1{endif} ; Purge line
G1 X0.1 Y20 Z0.3 F5000.0
G1 X0.1 Y200.0 Z0.3 F1500.0 E15
G92 E0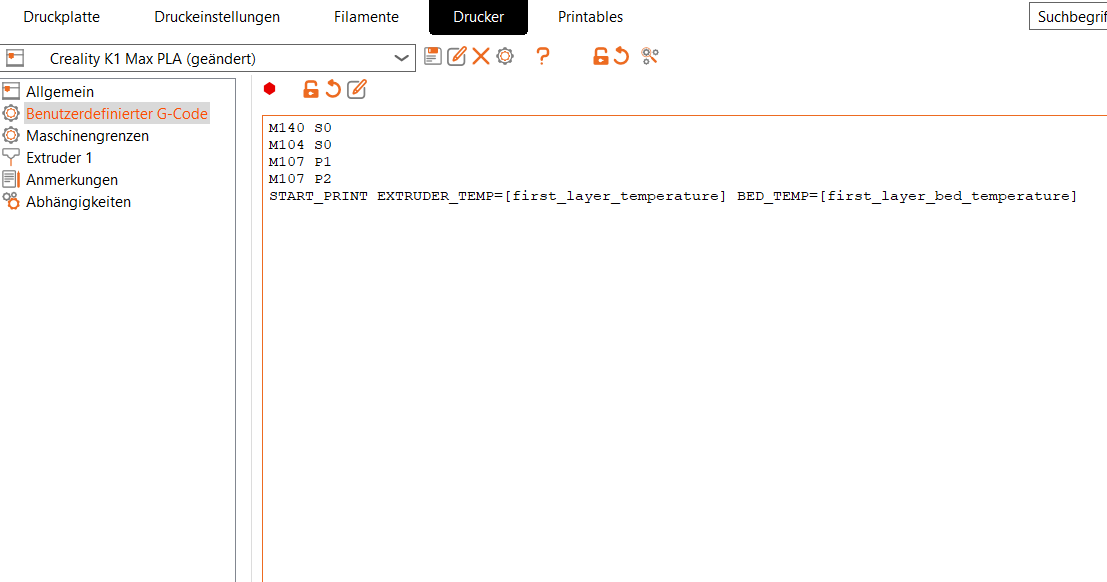
Reihenfolge der Lüfter
Die Reihenfolge, in der du die Lüfter deaktivierst, spielt technisch keine Rolle. Aus Gründen der Übersichtlichkeit empfehle ich jedoch, von der höchsten zur niedrigsten Nummer zu arbeiten (P2 vor P1).
Layer-Nummer anpassen: Wann soll deaktiviert werden?
Die Standardeinstellung „layer_num >= 3“ bedeutet, dass die Lüfter ab dem dritten Layer deaktiviert werden. Diese Zahl kannst du nach deinen Bedürfnissen anpassen:
| Layer-Nummer | Anwendungsfall | Vorteile |
|---|---|---|
| layer_num >= 1 | Sofortige Deaktivierung nach erstem Layer | Maximale Wärme für temperaturkritische Materialien wie ABS |
| layer_num >= 3 | Standard für die meisten Anwendungen | Gute Balance zwischen Betthaftung und Wärmekontrolle |
| layer_num >= 5 | Konservative Einstellung | Sehr sichere Betthaftung, auch bei problematischen Materialien |
| layer_num >= 10 | Große erste Schicht oder Raft | Ideal für Drucke mit Raft oder sehr breiter erster Schicht |
Beispiel für Layer 5 Aktivierung:
{if layer_num >= 5}M107 P2{endif}
{if layer_num >= 5}M107 P1{endif}Materialspezifische Empfehlungen
Nicht jedes Material profitiert von der Lüfterdeaktivierung. Hier meine Empfehlungen basierend auf praktischen Erfahrungen mit dem K1 Max:
ABS und ASA – Unbedingt deaktivieren
Diese Materialien schrumpfen beim Abkühlen stark. Zusätzliche Lüfter sollten komplett deaktiviert werden:
{if layer_num >= 3}M107 P2{endif}
{if layer_num >= 3}M107 P1{endif}Empfohlene Layer-Nummer: 3-5
Nylon – Deaktivierung empfohlen
Nylon benötigt gleichmäßige Temperatur für optimale Schichthaftung. Deaktiviere zusätzliche Lüfter ab Layer 1-3.
PETG – Situationsabhängig
Bei PETG kommt es auf die Umgebungstemperatur an. In klimatisierten Räumen können die Lüfter aktiv bleiben. Bei warmen Bedingungen (über 25°C) kann eine Deaktivierung vorteilhaft sein.
PLA – Lüfter aktiv lassen
PLA profitiert von guter Kühlung. Deaktiviere die Lüfter nicht für dieses Material. Die bessere Kühlung führt zu schärferen Details und Überhängen.
TPU und flexible Materialien – Aktiv lassen
Flexible Materialien benötigen Kühlung für Detailgenauigkeit. Behalte alle Lüfter aktiv.
G-Code Ausgabe überprüfen
Nach dem Einfügen des Codes solltest du überprüfen, ob er korrekt in den finalen G-Code übernommen wurde:
Vorschau im PrusaSlicer
- Slice dein Modell wie gewohnt
- Klicke unten rechts auf „Export G-code“
- Öffne die generierte .gcode-Datei mit einem Texteditor
- Suche nach den Befehlen „M107 P2“ und „M107 P1“ (oder „M106 P2 S0“)
Was du sehen solltest:
; bei Layer 0
G1 X10 Y10 Z0.2 F3000
; kein M107 Befehl ; bei Layer 1
G1 X10 Y10 Z0.4 F3000
; kein M107 Befehl ; bei Layer 2
G1 X10 Y10 Z0.6 F3000
; kein M107 Befehl ; bei Layer 3
G1 X10 Y10 Z0.8 F3000
M107 P2 ; <- Hier erscheint der Befehl
M107 P1Erfolgskontrolle
Wenn die Befehle M107 P2 und M107 P1 genau beim gewünschten Layer (in diesem Fall Layer 3) erscheinen, hast du alles richtig gemacht. Die Lüfter werden nun ab diesem Punkt des Drucks deaktiviert.
Häufige Fehler und Lösungen
Problem 1: Code erscheint nicht im G-Code
Ursache: Der Code wurde im falschen Bereich eingefügt oder die Syntax ist fehlerhaft.
Lösung: Stelle sicher, dass der Code exakt im Feld "Start G-code" unter "Filament Settings" → "Custom G-Code" steht. Achte auf korrekte geschweifte Klammern { }.
Problem 2: Lüfter bleiben aktiv
Ursache: Falsche Lüfternummer verwendet oder Firmware unterstützt den Befehl nicht.
Lösung: Überprüfe die Lüfternummern in der Dokumentation deines Druckers. Beim K1 Max sind P1 und P2 korrekt. Teste alternativ die M106-Variante.
Problem 3: Erste Schicht haftet nicht
Ursache: Layer-Nummer zu niedrig eingestellt (layer_num >= 1).
Lösung: Erhöhe die Layer-Nummer auf 3 oder höher, damit die ersten Schichten mit aktiver Kühlung gedruckt werden.
Problem 4: Warping trotz Lüfterdeaktivierung
Ursache: Andere Faktoren wie Betttemperatur oder Kammertemperatur sind nicht optimal.
Lösung:
- Erhöhe die Betttemperatur um 5-10°C
- Verwende einen Brim oder Raft
- Stelle sicher, dass die Druckkammer geschlossen ist (bei ABS/ASA)
- Verwende Haftmittel wie Magigoo oder Dimafix
Erweiterte Anpassungen für Fortgeschrittene
Lüfter ab bestimmter Höhe aktivieren
Manchmal möchtest du Lüfter für den unteren Teil deaktivieren, aber für den oberen Teil wieder aktivieren. Das ist besonders bei Drucken mit Überhängen im oberen Bereich sinnvoll:
; Im Start G-Code: Lüfter ab Layer 3 aus
{if layer_num >= 3}M107 P2{endif} ; Im Layer Change G-Code: Lüfter ab Layer 50 wieder an
{if layer_num == 50}M106 P2 S128{endif}S128 entspricht 50% Lüfterleistung (128 von 255).
Temperaturabhängige Lüftersteuerung
Für sehr präzise Kontrolle kannst du Lüfter auch basierend auf der Temperatur steuern (erfordert Firmware-Unterstützung):
{if temperature[0] > 260}M107 P2{endif}
{if temperature[0] <= 260}M106 P2 S200{endif}Unterschiedliche Einstellungen für verschiedene Druckbereiche
Du kannst den Code auch in den "Layer Change G-Code" einfügen, um bei jedem Layer-Wechsel Bedingungen zu prüfen:
; Layer Change G-Code
{if layer_num >= 3 and layer_num < 20}M107 P2{endif}
{if layer_num >= 20}M106 P2 S100{endif}Dies schaltet Lüfter P2 von Layer 3-19 aus und ab Layer 20 auf niedrige Leistung (S100 ≈ 39%).
Alternative: Drucker-Firmware-Einstellungen
Statt den G-Code im Slicer zu ändern, kannst du bei manchen Druckern auch direkt in der Firmware Lüftereinstellungen vornehmen:
Creality K1 Max Firmware-Menü
- Gehe zu Settings → Advanced Settings
- Wähle "Fan Control"
- Hier kannst du teilweise Standard-Einstellungen für Lüfter festlegen
Testen und Feinabstimmung
Nach der Implementierung solltest du deine Einstellungen testen und gegebenenfalls anpassen:
Testdruck durchführen
- Wähle ein einfaches Testobjekt (z.B. einen 20x20x20mm Würfel)
- Drucke mit den neuen Lüftereinstellungen
- Beobachte das Druckverhalten ab Layer 3
- Prüfe die Schichthaftung und Oberflächenqualität
Was du beobachten solltest:
- Schichthaftung: Lassen sich Schichten leicht trennen? Falls ja, ist die Temperatur zu niedrig oder Kühlung zu stark
- Warping: Lösen sich Ecken vom Bett? Erhöhe die Layer-Nummer für spätere Deaktivierung
- Oberflächenqualität: Zu viel Wärme kann zu "Pillowing" oder Stringing führen
- Überhänge: Verschlechtern sich Überhänge? Eventuell Teilekühlung (P0) erhöhen
Zusammenfassung: Schnelleinstieg
Für alle, die direkt loslegen möchten, hier die kompakte Anleitung:
Code kopieren
Wähle zwischen M107 (empfohlen) oder M106 S0 Variante
PrusaSlicer öffnen
Gehe zu Filament Settings → Custom G-Code → Start G-code
Code einfügen
Füge den Code am Ende des Start G-Codes ein
Speichern
Speichere das Filament-Profil unter einem aussagekräftigen Namen
Testen
Führe einen Testdruck durch und beobachte das Ergebnis
Anpassen
Optimiere die Layer-Nummer nach Bedarf
Mein persönliches Fazit
Nach zahlreichen Drucken mit verschiedenen Materialien auf dem Creality K1 Max kann ich bestätigen: Die gezielte Deaktivierung zusätzlicher Lüfter macht einen deutlichen Unterschied bei temperaturkritischen Materialien. Besonders bei ABS und ASA habe ich eine signifikante Reduktion von Warping und bessere Schichthaftung festgestellt.
Die Implementierung ist denkbar einfach und nimmt nur wenige Minuten in Anspruch. Der größte Vorteil: Du kannst materialspezifische Profile anlegen und musst die Einstellung nicht bei jedem Druck manuell vornehmen.
Meine Standard-Einstellung für ABS ist die M107-Variante ab Layer 3. Für ASA verwende ich Layer 5, da ich hier eine etwas konservativere Betthaftung bevorzuge. Bei PETG teste ich situationsabhängig – im Winter lasse ich die Lüfter aktiv, im Sommer deaktiviere ich sie teilweise.
Experimentiere mit den Einstellungen und finde heraus, was für deine spezifische Kombination aus Drucker, Material und Umgebungsbedingungen am besten funktioniert. Der hier gezeigte Code ist ein hervorragender Ausgangspunkt für deine eigenen Optimierungen.